Исследование микроструктуры
 Проведение
металлографического исследования оборудования, подлежащего техническому
диагностированию.
Проведение
металлографического исследования оборудования, подлежащего техническому
диагностированию.
1. Экипировка сотрудника, выполняющего
исследование.
Одежда работника должна соответствовать требованиям
правил техники безопасности, действующих в отрасли промышленности, на объектах
которой проводится техническое диагностирование оборудования. На тех объектах,
где отсутствуют агрессивные среды достаточно иметь х/б костюм и рабочие ботинки
или сапоги. На объектах, где технологический процесс связан с агрессивными
средами (кислотами, щелочами и т.п.) необходимо иметь рабочий костюм с
соответствующей пропиткой и резиновые сапоги.
При работе в зимнее время на открытом воздухе необходимо иметь ватник и
валенки с прорезиненной подошвой или калошами.
Индивидуальные средства защиты.
К индивидуальным средствам защиты относятся:
Защитная каска, респиратор, защитные очки, противогаз (фильтрующий или
шланговый), монтажный пояс. Применяются защитные средства в соответствии с
условиями работы и записями в наряде-допуске.
Все работы по диагностированию выполняются в соответствии с правилами
техники безопасности, действующими на данном предприятии.
Снаряжение.
Для проведения металлографических работ необходимо иметь следующий набор
инструментов и расходных материалов:
шлифовальная машинка (типа «болгарка») со шлифовальным кругом;
электродрель с головкой для закрепления абразивных шлифовальных
материалов (шкурки и бумага);
электрический кабель (удлинитель);
подсветку (шахтерка);
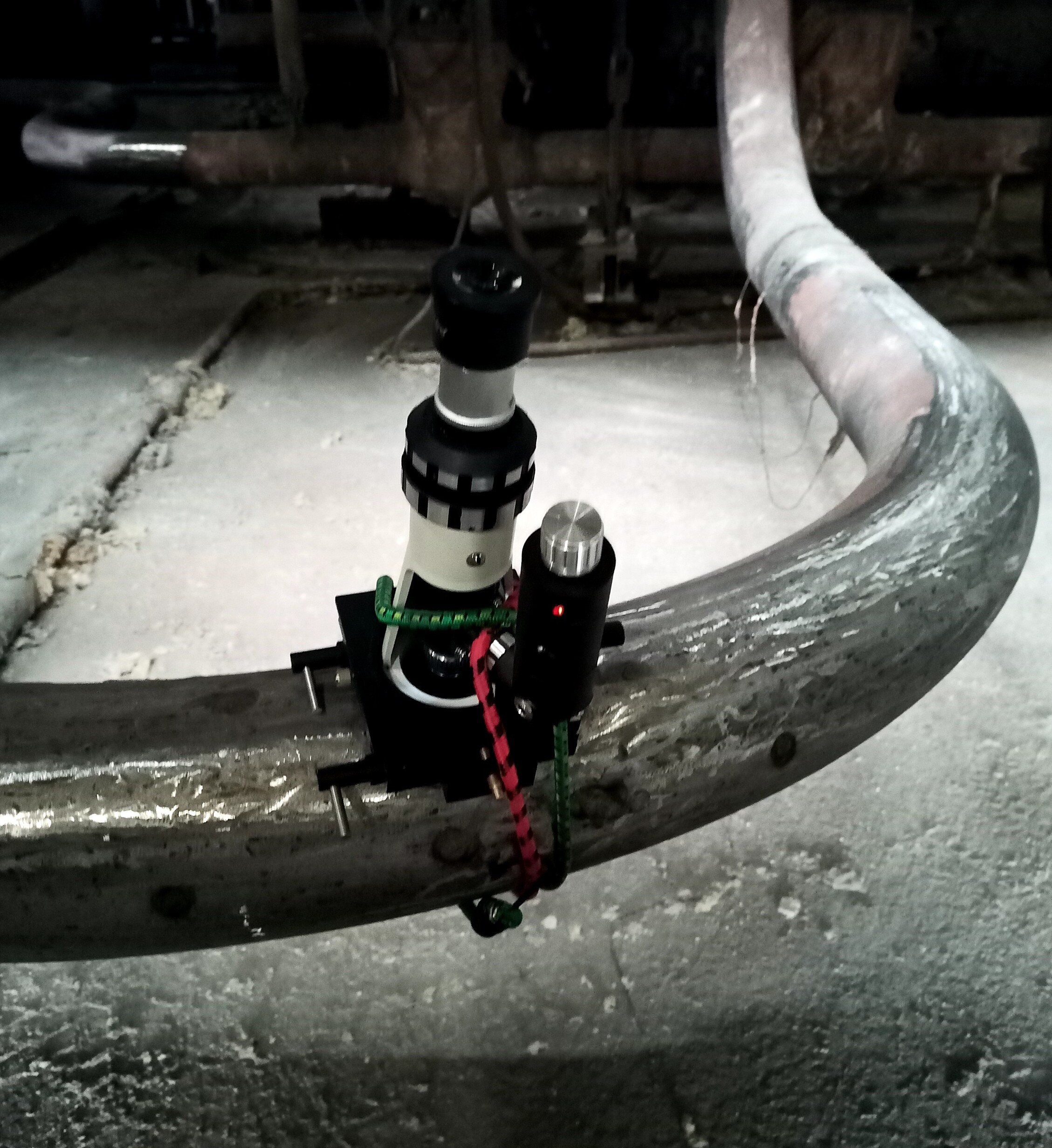
портативный микроскоп с увеличением около 200-от крат;
набор шлифовальных и полировальных абразивных материалов;
этиловый спирт и керосин для смывки;
фильтровальная бумага для сушки шлифа;
полистирол для снятия оттисков со шлифа;
бензол или дихлорэтан для
размягчения полистирола.
Приготовление микрошлифа.
Выбор места для металлографического исследования осуществляется в
зависимости от программы обследования с учетом условий эксплуатации
оборудования, результатов дефектоскопии, а также возможности доступа к месту
проведения исследования.
Подготовка поверхности.
Подготовка поверхности под микрошлиф подразумевает вышлифовку с помощью шлифовальной машинки поверхности
металла до полного удаления с нее окалины и продуктов коррозии, Если микрошлиф
приготавливается в области сварного шва, имеющего валик усиления, то
наплавленный металл валика вышлифовывается заподлицо с основным металлом.
Допускается оставлять отдельные мелкие язвы т.к при глубокой вышлифовке
возможно удаление начальной стадии структурных изменений металла (например
МКК).
При вышлифовке абразивным кругом не допускается перегрев металла до
появления цветов побежалости.
Шлифование.
После подготовки поверхности под микрошлиф она шлифуется с помощью
электродрели с головкой в которую закрепляются
полоски шлифовальной шкурки на матерчатой основе начиная со шкурки с
крупным зерном и последовательно меняя ее на более мелкую. На практике мы
ограничиваемся шкурками с тремя размерами абразивных зерен: 12-Н, 8-Н, 4-Н.
Если обрабатываемая поверхность по своей конфигурации позволяет менять
направление шлифовки, то это необходимо делать меняя угол оси вращения головки
после каждой смены шкурки. Шлифование производится до полного удаления рисок от
предыдущей шкурки.
Дальнейшее шлифование производится абразивными шкурками на бумажной
основе. Обозначение номера шкурки по
евростандарту означает количество
абразивных частиц на 1мм2.площади: 600 К,
Р-800,Р-1000,Р-1200,Р-1400. Заканчивается шлифовка шкуркой М-20.
Подготавливаются все абразивные шкурки до выезда объект. Для чего от
рулона со шкуркой отрезается полоса по ширине равной ширине шкурки на бумажной
основе, затем эта полоса разрывается , а лист с бумажной шкуркой
разрезается на полоски шириной »300мм.
Листы разрезаются в поперечном направлении. Подготовленные материалы
раскладываются по карманам специальной
кассы.
Полирование и травление.
Перед полированием со шлифа и окружающей его площади удаляются с помощью
кусочка ваты, смоченного керосином или спиртом частицы абразива и металла. На
головке закрепляется полоска сукна или фетра на поверхность которой наносится
тонкий слой полировальной пасты ГОИ. На практике мы применяем разведенную на
керосине сухую пасту. Смесь сухой пасты и керосина нагревают помешивая до
получения однородной массы.
Полирование чередуют с травлением по следующей схеме:
полирование;
смывка;
травление.
Выполняют от 3-х до 5-ти циклов, меняя направление полировки. По
окончанию полирования микрошлиф после травления смывается при помощи кусочка
ваты смоченной этиловым спиртом и незамедлительно сушится фильтровальной
бумагой. Качество приготовленного микрошлифа оценивается с помощью микроскопа.
Если изображение микроструктуры нечеткое или нехарактерное для данного типа
стали, то выполняется дополнительное полирование и травление до получения
качественного изображения микроструктуры.
Время травления и количество
циклов зависят от марки стали, температуры металла и концентрации травителя.
Иногда при приготовлении микрошлифа на внутренней поверхности аппарата
имеющего малый внутренний диаметр установка на него микроскопа невозможна. В
этом случае для того чтобы определить режим травления необходимо приготовить
контрольный микрошлиф на наружной поверхности, и весь режим его приготовления
повторить на внутренней поверхности.
Получение оттисков.
При получении качественного изображения микроструктуры (оценка с помощью
микроскопа) необходимо незамедлительно приступить к наклеиванию на него
полистирола, чтобы не допустить окисления поверхности микрошлифа.
Предварительно поверхность полистирола притирается на шкурке с целью придания
ей кривизну поверхности. На поверхность с малым радиусом кривизны приклеиваются
узкий кубик, а на плоскую поверхность или с большим радиусом кривизны
наклеивается квадратный кубик.
Поверхность полистирола размягчается погружением в бензол или дихлорэтан
и выдержкой там 6-7 секунд и прижимается к поверхности
микрошлифа с некоторым усилием, обеспечивающим выдавливание пузырьков воздуха и
полный контакт с металлом. Дихлорэтан применяется при отрицательных и близких к нулю
положительных температурах. Минут через 40-60 полистирол скалывается, кубики
нумеруются в соответствии с зарисованной схемой их расположения на микрошлифе и
упаковываются в вату и бумажный конверт. На конверте надписывается название
объекта ,регистрационный номер аппарата и сторона поверхности.